专业生产微机温控及智能温控设备,焊条焊机烘箱、电加热器及辅件

 华丰温控·产品分类
华丰温控·产品分类 智能温控仪加热器焊条烘箱
联系方式
智能温控仪加热器焊条烘箱
联系方式

电焊焊接后调质处理的加工工艺及功效
后调质处理(PWHT)加工工艺就是指电焊焊接工作中进行后,将焊件加温到一定的溫度,隔热保温一定的時间,使焊接件迟缓制冷出来,以改进对接焊缝的合金成分和特性或清除内应力的一种电焊焊接热处理方法。焊后热处理加工工艺一般包含加温、隔热保温、制冷三个全过程,这种全过程互相对接,不能中断。理论的焊后热处理包含以下各种调质处理:清除地应力;彻底淬火;固溶强化调质处理;淬火;淬火加淬火;热处理加淬火;淬火;超低温清除地应力;溶解调质处理等;此外,在防止电焊焊接区极速制冷或是是去氢的解决方式 中,采用后调质处理也是焊后热处理的一种。焊后热处理可采用炉内调质处理,总体炉外调质处理或部分调质处理的方式 开展。
焊后热处理1、电焊焊接内应力是因为电焊焊接造成焊接件不匀称的溫度遍布,焊接金属材料的热涨冷缩等缘故导致的,因此随着电焊焊接工程施工必定会造成内应力。清除内应力的最通用性的方式 是高溫淬火,将要焊接件放到热处理设备内加温到一定溫度和隔热保温一定時间,运用原材料在高溫下强度极限的减少,使热应力高的地区造成塑性变形流动性,弹性变形慢慢降低,塑性形变慢慢提升而使地应力减少。焊后热处理对金属材料抗压强度、应力松弛極限的危害与调质处理的溫度和隔热保温時间相关。焊后热处理对焊接金属材料断裂韧性的危害随钢材牌号不一样而不一样。
2、调质处理方式 的挑选
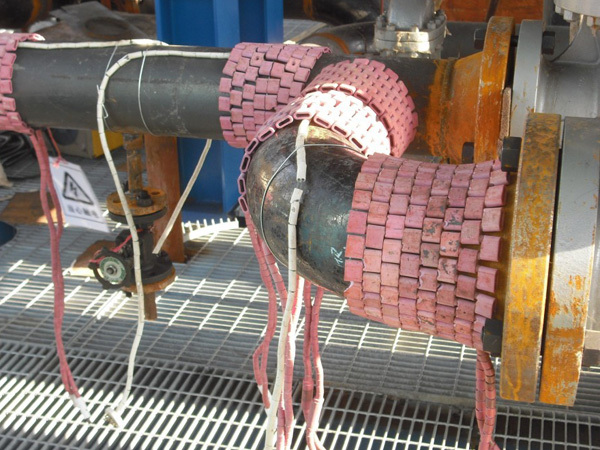
焊后热处理一般采用单一高溫淬火或淬火加高溫淬火解决。针对气割焊缝选用淬火加高溫淬火调质处理。这是由于气割的焊接及热危害区的晶体粗壮,必须优化晶体,故选用淬火工艺。殊不知单一的淬火不可以清除内应力,故需加上高溫淬火以清除地应力。单一的中温淬火只适用施工工地组装的大中型一般高碳钢器皿的拼装电焊焊接,其目地是以便做到一部分清除内应力和去氢。绝大部分场所是采用单一的高溫淬火。调质处理的加温和制冷不适合过快,务求內外壁匀称。3、焊后热处理的加温方式
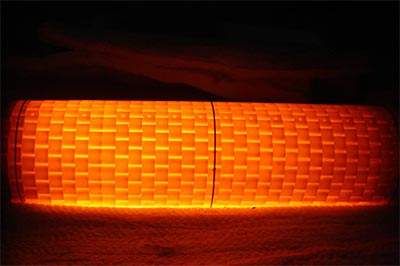
⑴电磁感应加热。不锈钢板材在交替变化电磁场中造成磁感应电势差,因涡旋和涡流损耗的功效使不锈钢板材发烫,即电磁感应加热。如今工程项目上多选用机器设备简易的直流电磁感应加热。
⑵辐射源加温。辐射源加温由热原把发热量辐射源到金属表层 ,再由金属表层 把发热量向别的方位传输。因此,辐射源加温时金属材料內外壁溫度区别大,其加温实际效果较电磁感应加热为差。辐射源加温常见火苗传热介质、电加热炉传热介质、热辐射法。